
-
Επισημαίνω
Υδραυλική κυλώντας μηχανή νημάτων
,Τριαξωνικός κυλώντας μηχανή νημάτων
,Rebar νημάτων κυλώντας μηχανή επεξεργασίας
-
Εξουσιοδότηση12 μήνες
-
ΠροσαρμοσμένοςΠροσαρμοσμένος
-
Πλεονέκτημαεύκολος στη συντήρηση
-
Όροςνέος
-
Συσκευασία μεταφορώνΞύλινη περίπτωση
-
ΠροέλευσηΚίνα
-
Κώδικας HS8463200000
-
Μέγεθος συσκευασίας ανά προϊόν μονάδων1950.00cm * 1050.00cm * 1070.00cm
-
Ακαθάριστο βάρος ανά προϊόν μονάδων50.000kg
-
Κόστος αποστολήςγια να συζητηθεί
-
Υπηρεσία μεταπωλήσεωνΕπαφή με το ηλεκτρονικό ταχυδρομείο, βίντεο, What&prime s APP
-
ΤύποςΚυλώντας μηχανή
-
ΠιστοποίησηISO9001, CE
Υδραυλική τριαξωνικός κυλώντας μηχανή νημάτων

Περιγραφή προϊόντων
Πληροφορίες επιχείρησης.
Βασικές πληροφορίες.
Συσκευασία & παράδοση
Περιγραφή προϊόντων
Περιγραφή:
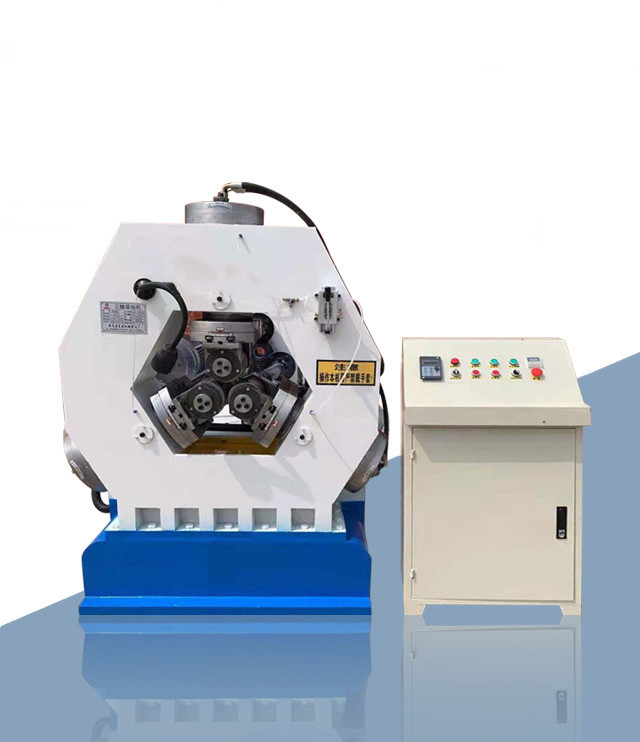
Η κυλώντας μηχανή νημάτων είναι μια πολυσύνθετη κρύα εργαλειομηχανή εξώθηση-διαμόρφωσης. Η κυλώντας μηχανή νημάτων μπορεί να επεξεργαστεί το νήμα, το ευθύ σιτάρι, και το πλάγιο κύλισμα σιταριού του κομματιού προς κατεργασία σε ένα κρύο κράτος μέσα στην κυλώντας σειρά πίεσής της ευθέα δόντια, ελικοειδή δόντια, και ελικοειδές κύλισμα εργαλείων αυλακώνω αποκατάσταση, μείωση, κύλισμα και διάφορο διαμορφώνοντας κύλισμα. Η μηχανή έχει μια ασφαλή και αξιόπιστα ηλεκτρικός-υδραυλικά εκτέλεση και ένα σύστημα ελέγχου, το οποίο επιτρέπει σε κάθε λειτουργώντας κύκλο για να επιλεχτεί από τρεις τρόπους: χειρωνακτικός, ημιαυτόματος και αυτόματος.
|
Στοιχείο |
Παράμετρος |
||
|
Πρότυπο |
ZP28-125 |
Διάμετρος επεξεργασίας
|
Ø25-120mm |
|
Μηχανή κύριας κίνησης |
15kw |
Κυλώντας πίσσα |
116mm |
|
Υδραυλικός σταθμός μηχανών |
5.5kw-4 |
Ταχύτητα |
0-50r/min |
|
Διάμετρος κυλίνδρων |
Ø125-Ø180mm |
Ποιότητα μονάδων |
3500kg |
|
Διαστάσεις |
2000×1500×1700mm |
||
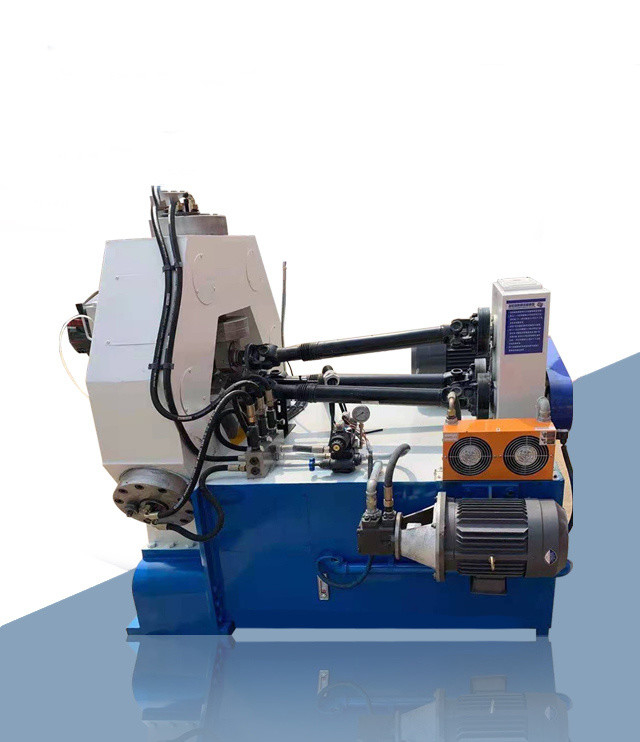
Χαρακτηριστικά γνωρίσματα:
Η πετώντας δομή κυλώντας μηχανών νημάτων, τρεις υδραυλικοί κύλινδροι σχεδιάζεται μέσα στην άτρακτο, λογικός και ισχυρός, με τη μεγάλη ισχύ, επεξεργασία νημάτων υψηλής ακρίβειας, κατάλληλη ρύθμιση, κανονισμός ταχύτητας μετατροπής συχνότητας, ευρεία σειρά εφαρμογής, μπορεί να κυλήσει τα διάφορα νήματα, συνηθισμένα νήματα, τ-διαμορφωμένο νήμα, καθαρό σχέδιο, ευθύ σχέδιο, ειδικός-διαμορφωμένο νήμα, κοίλη ράβδος αγκύρων, κοίλη ανύψωση, μπορεί επίσης να εκτελέσει την υδραυλική επεξεργασία όπως η διαμόρφωση και να πιέσει με μαγγάνι στο κομμάτι προς κατεργασία.

Η λύση στο πρόβλημα κανενός νήματος ή του ακατάστατου νήματος
Η κατεύθυνση της περιστροφής του κυλώντας κεφαλιού είναι ανακριβής η προδιαγραφή του κυλώντας κεφαλιού είναι ασυμβίβαστη με το φραγμό χάλυβα
Η διαταγή του τοποθετώντας μανικιού είναι ανακριβής εάν η διαταγή των κυλώντας κεφαλιών εγκαθίσταται σωστά
Ο κύλινδρος και το τοποθετώντας μανίκι είναι χαλασμένοι
Ένδυση & αποκατάσταση
Οι κυλώντας ρόδες πρέπει να ρυθμιστούν συγχρόνως, δηλ., για να ρυθμίσουν τη σύμπτωση των εγκοπών των ροδών Λ και Ρ στην επιφάνεια του κομματιού προς κατεργασία. Εάν η σύγχρονη ρύθμιση είναι ανακριβής, το κομμάτι προς κατεργασία θα έχει τα χαοτικά δόντια, τα τσιπ, και τους όρους έξω--ανοχής. Το κεντρικό ύψος του κομματιού προς κατεργασία είναι σύμφωνο με το κεντρικό ύψος της κυλώντας ρόδας (άδεια χαμηλότερα 0.010.08mm). Οι συνήθως χρησιμοποιημένες μέθοδοι ρύθμισης είναι:
Αφότου φθείρεται η κυλώντας ρόδα, τα δόντια μπορούν να αλεστούν μακριά για να μειώσουν τον αριθμό δοντιών, και οι παράμετροι μπορούν να υπολογιστούν πάλι σύμφωνα με την ανωτέρω διαδικασία, και τα δόντια μπορούν να κοπούν για να παραγάγουν μια ανανεωμένη κυλώντας ρόδα, η οποία μπορεί να είναι ανανεωμένοι πολλαπλάσιοι χρόνοι μέσα στην επιτρεπόμενη σειρά της κεντρικής απόστασης της εργαλειομηχανής.

Σχεδιάγραμμα επιχείρησης
Η επιχείρηση εξοπλισμού μεταλλείας Zhongtuo Shaanxi ιδρύθηκε το 2005 σε Xi'an, επαρχία Shaanxi, είναι μια επιχείρηση εξωτερικού εμπορίου που ειδικεύεται στην έρευνα, την ανάπτυξη, και τις πωλήσεις των μηχανημάτων και του εξοπλισμού στους τομείς της μεταλλείας, των γεφυρών, των πεζοδρομίων, και των σηράγγων.
Αυτή τη στιγμή, οι πελάτες μας είναι παντού Ρωσία, Ταϊλάνδη, Ρουμανία, Βουλγαρία, Αλβανία, Κολομβία, Βραζιλία, Περού, Ουρουγουάη, Σαουδική Αραβία, Κουβέιτ, Ηνωμένα Αραβικά Εμιράτα, Ομάν, Τουρκία, Ισραήλ, Καζακστάν, Ινδία, και πολλές άλλες χώρες.

Περίπου πιστοποιήσεις:

Ξύλινα πλεονεκτήματα συσκευασίας
Το ξύλο έχει το αγαθό μειώνοντας, τις υψηλής αντοχής, και καλών υγρασίας απορρόφησης ιδιότητες ιδιοτήτων, αντίστασης διάβρωσης, και το ξύλινο κιβώτιο είναι κατάλληλο για τα στοιχεία των διάφορων μεγεθών, το οποίο είναι κατάλληλο για την αποθήκευση και τη μεταφορά.
Τα προϊόντα μας πωλούνται σε όλο τον κόσμο. Μπορείτε να είστε σίγουροι για ολόκληρη τη διαδικασία των προϊόντων μας.